
Różnice priorytetów
Klasyczna galwanotechnika to przede wszystkim skupianie się na tym, jak wyprodukować szybciej, więcej, lepiej, taniej i czyściej. W lotnictwie natomiast mamy do czynienia z jednostkową produkcją, bardzo małymi seriami kosztownych części, wysokim stopniem kontroli, sztywnymi procedurami i wysoce precyzyjną obróbką.
W galwanotechnice lotniczej konserwatyzm idzie w parze z nowoczesnością. Dla przykładu ZnNi bardzo wolno zastępuje kadm ale i jest też miejsce dla nowych technologii, takich jak anodowanie TSA w kwasie winowym – kolejne zastosowanie, gdzie wyeliminowano chrom sześciowartościowy.
Potencjalnych nabywców instalacji nie interesują tylko koszty jednorazowe jej zakupu. Skupiają się raczej na kosztach długofalowych, a każdy projekt to:
- Staranna ocena dostawcy instalacji
- Koszty liczone na 5 lat eksploatacji z uwzględnieniem takich czynników jak ew. działania serwisowe, przestoje konserwacyjne i wiele innych
- Minimalizacja zużycia zasobów środowiska
- Wymaganie płatnej gotowości do błyskawicznych interwencji serwisowych
- Partnerskie traktowanie dostawcy
Instalacje galwaniczne, wykorzystywane w lotnictwie, z uwagi na obróbkę detali w małych seriach, to linie często ręczne, ale jednocześnie wykorzystujące zaawansowane technologie rejestracji i raportowania danych technologicznych, czy identyfikacji detali (RFID). Oprócz tego wyróżniamy linie automatyczne i połączenie tych dwóch czyli linie hybrydowe.
Przykładem jest zbudowana przez nas w Środzie Śląskiej we współpracy z firmą SFE linia do regeneracji silników lotniczych.
Linia hybrydowa w przeciwieństwie do linii klasycznych, które z zasady są albo w pełni automatyczna albo ręczna z ew.  częściową automatyzacją transportu jest linią składającą się z części ręcznej i automatycznej.
częściową automatyzacją transportu jest linią składającą się z części ręcznej i automatycznej.
Uznano, że specyfikacja wyposażenia wymaga elastyczności w dodatku do kontroli procesu. Po konsultacjach stało się jasne, że instalacje powinny działać na 2 różne sposoby.
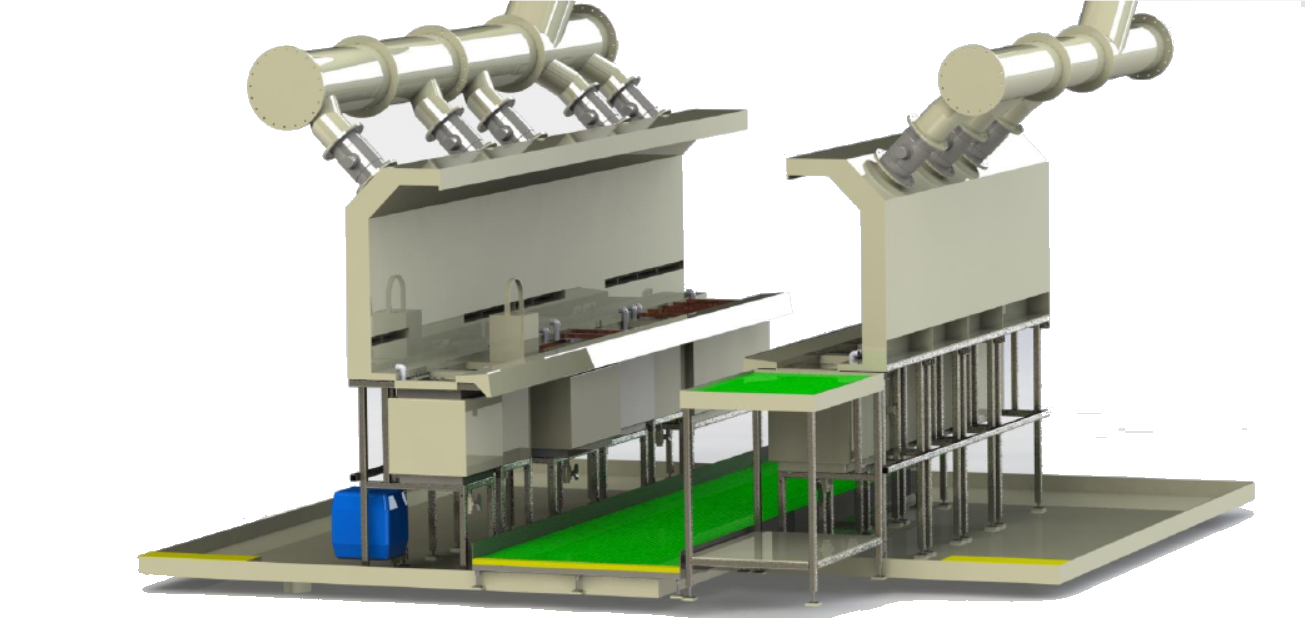
Instalacja XEOS składa się z 2 linii do obróbki części silników General Electric:
- Linia1 (ręczna, z elektrowciągiem) może obrabiać części do średnicy 2200
- Linia2 (transporter automatyczny) może obrabiać części do średnicy 1600
Pracując z zespołem GE, rozwinięto koncepcję Hybrydowej Linii Czyszczenia, która daje elastyczność, wymaganą do utrzymania właściwego procesu regeneracji silników. Technologie Galwaniczne są w 100% dostawcą rozwiązań automatyki i elektryki i jednocześnie podwykonawcą w części mechanicznej tej inwestycji.
Dodatkowe wymagania inwestorów lotniczych:
- Obróbka najbardziej wymagających części z niesłychaną dokładnością

- Czasem nawet podwójne wanny nawet, bo część bywa więcej warta, niż wanna
- Bezpieczne i dokładne uzupełnianie chemikaliów
- Obracanie detali o złożonych kształtach i „syfonowanie” w celu dokładnego usunięcia cieczy z trudno dostępnych zakamarków części
- Interwencje ręczne w niektórych etapach procesów
- Oszczędna i skuteczna wentylacja, działająca niezależnie od linii, z oddzielnym sterowaniem, ponieważ jest traktowana jako część systemu BHP
- Zaawansowana ochrona przeciwpożarowa
Obróbka najbardziej wymagających części samolotów
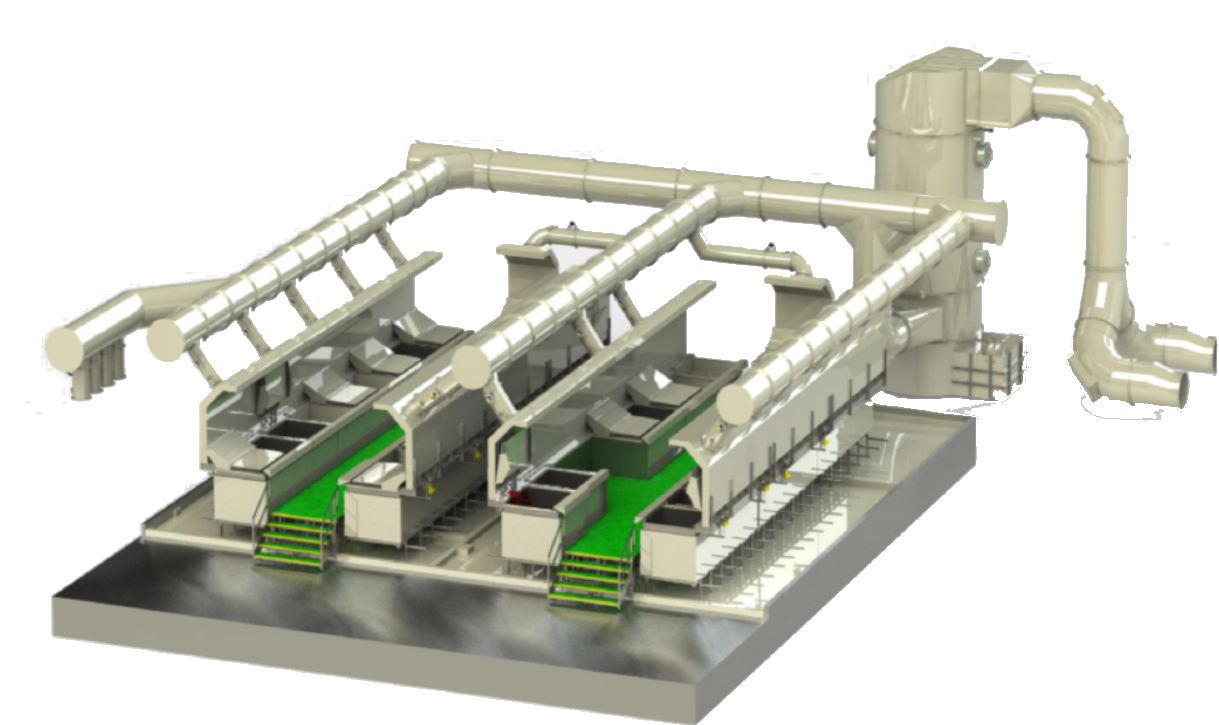
Innym typem urządzenia jest wykonana przez Surface Finishing Engineering dla firmy Rolls-Royce linia do  chemicznego trawienia.
chemicznego trawienia.
Automatyczna linia do trawienia została zainstalowana w zupełnie nowym obiekcie w Washington, Tyneon Wear, gdzie są produkowane 2 typy dysków. Dyski wentylatora i turbiny znajdują się na przodzie silnika i utrzymuje płaty wentylatora, które obracają się z szybkością do 2.700 obrotów na minutę i tłoczą ponad tonę powietrza na sekundę. Dyski turbiny trzymają płaty w najgorętszej części silnika, gdzie warunki pracy są najbardziej surowe.
Dysk jest wykonany z najsilniejszych, dostępnych materiałów, z użyciem specjalnych proszków. Jest obrabiany z dokładnością ułamka grubości ludzkiego włosa.
Linie do trawienia z SFE dają precyzyjne, chemiczne dopasowanie dysków, a elementy są produkowane w ścisłych tolerancjach. Dyski, wykonane w tym obiekcie są umieszczane w silnikach z rodziny Trent i Trent XWB.
Wymagania jakimi należało sprostać w zakresie automatyki i elektryki:
- Raporty, śledzenie części
- Rozbudowana diagnostyka błędów
- Wizualizacje
- Wielopoziomowy dostęp zdalny
- Bezpieczeństwo i ochrona danych, poufność (RR „sprawdzi” nasz komputer)
- Systemy zasilania awaryjnego UPS do ratowania części, gdy zabraknie prądu
- Identyfikacja znacznikami RFID
- Podwójne zabezpieczenia: regulacja temperatury
- Łatwość serwisu